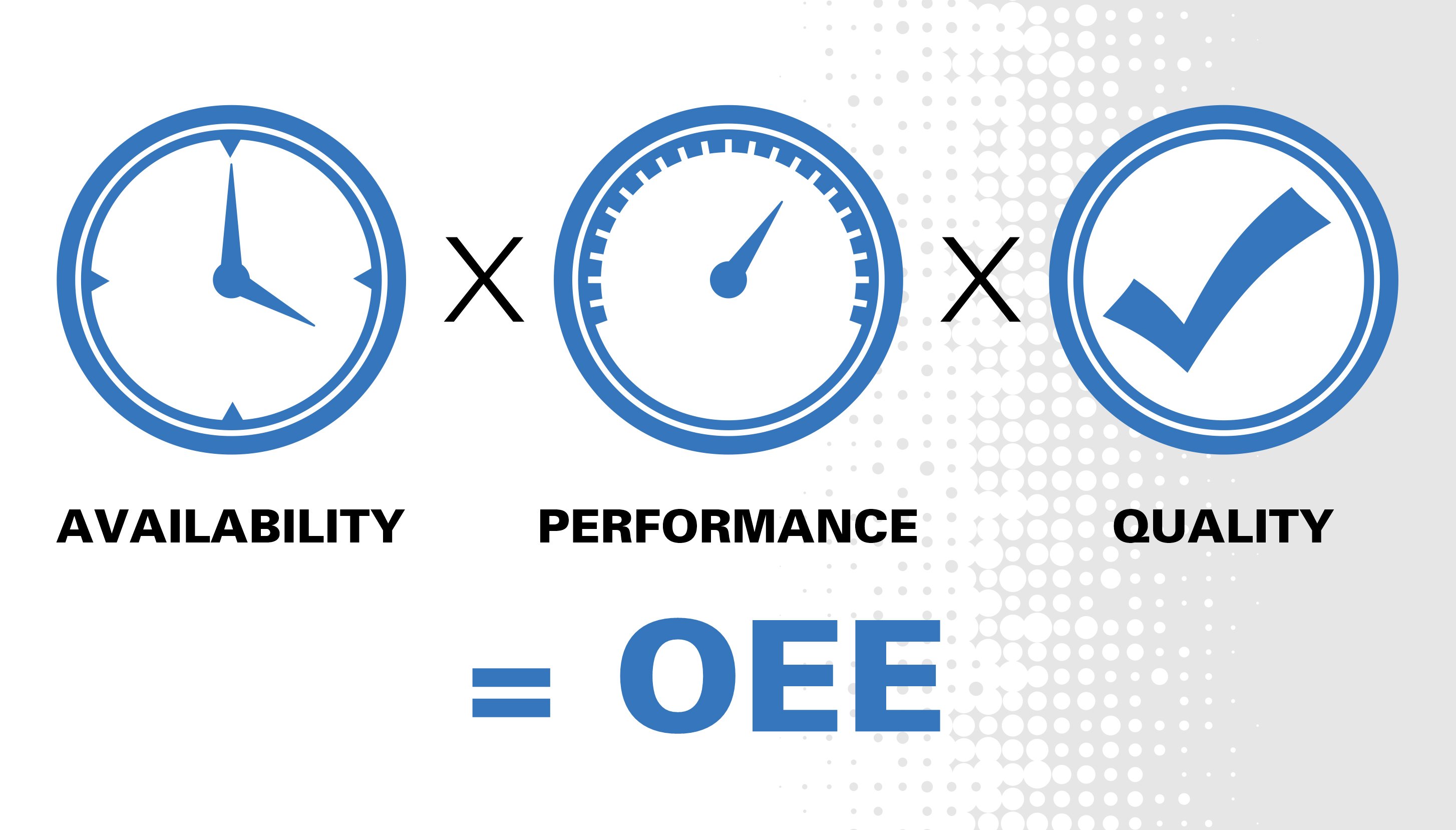
OEE (Overall Equipment Effectiveness) is a tool for measuring manufacturing productivity and is a Key Performance Indicator used for quantifying the running of good parts, as fast as possible, with minimal stop time. OEE has been used in conjunction with the principals of Total Productive Maintenance (TPM) and Lean Production for more than 50 years. When OEE is calculated, it is done so by scoring three areas of equipment execution: Availability, Performance, and Quality.
Let's first look at how to assess Availability and determine the impact it can have on OEE. Availability measures the run time after planned (changeovers) and unplanned (machine downtime) losses are subtracted from planned production. It is calculated as run time divided by planned production time.
 Availability
Availability = Run Time / Planned production
Here's a practical example: For an 8-hour shift with a 30-minute lunch break and two 10-minute breaks, the Planned Production time is 430 minutes (480 minutes minus 50 minutes). Let's assume there was 35 minutes of downtime and 25 minutes required for a changeover resulting in 370 minutes of run time. The Availability score for this example is 86% (370/430 = 86%).
The next measurement in calculating OEE is Performance. Performance measures the run time after losses from slow cycles due to machine wear, misloads, or machine faults. It is calculated as the ideal cycle time multiplied by the part count and divided by run time.
Performance = Ideal Cycle Time x Total Count / Run Time
Let's assume the Ideal Cycle Time is 1.4 minutes and the Total Count of parts made in the shift is 240 parts. The Performance for this example is 90.8% (1.4 x 240 / 370 = 90.8%).
Quality is the third and final factor used in calculating OEE. Quality measures the first pass yield of good parts after scrap and rework are considered. It is calculated by dividing good part count by total part count.
Quality = Good Part Count / Total Part Count
In this example, if there are 8 scrap parts, then the Good Part Count is 232. The Quality score for this example is 96.6% (232 / 240 = 96.6%).
Once you have the values for Availability, Performance and Quality, you can determine OEE with this formula:
OEE= Availability x Performance x Quality
Using the examples from above, our OEE is 75.4% (86% x 90.8% x 96.6% = 75.4%).
An OEE of 100% is considered a perfect score. However, in the 1970s, the Japanese automotive industry established 85% as the benchmark for world class manufacturing. Manufacturers have continued to use this number to set the bar for improving their operations. Numerous studies have attempted to determine what is considered best-in-class for discrete manufacturing and many of them converge on these numbers.
 Comparing and Improving OEE Results
Comparing and Improving OEE Results
A mistake commonly made is when manufacturers get hung up on comparing one exact measurement to that from another manufacturer. It's important to remember that different manufacturers utilize various data collection methods which can directly impact the accuracy of the data and, therefore, skew the OEE result. An example of this is downtime. Company A may consider downtime as any event that lasts longer than 10 minutes. However, Company B may record downtime as anything that's longer than 15 minutes. Depending on how downtime is defined, it will impact the Availability score.
These inconsistencies occur between companies and industries and can result in variation of the OEE measurement making comparison difficult. Likening your company's OEE score to that of another company—which utilizes entirely different data collection methods—can lead to frustration and demotivate you from improving your operations. It is more important to establish a clear, consistent method for collecting the data while monitoring for trends over time. By doing this, you are able to gauge the new results and calculate any improvements from your previous OEE score. This way, continuous improvement actions can be evaluated for their positive impact on the operation.
Utilizing a consistent data collection can help uniformly collect data and zero in on the impactful issues. By having a reliable data collection process, you can be certain you are getting quality data and are focusing your improvement efforts in the correct place.
In order to achieve a high OEE rating, it's imperative to start with good equipment. Makino machines are legendary for their reliability and accuracy. For example, the a51nx 4-axis horizontal machining center has a direct drive motor B-axis design which eliminates backlash and wear. Its guideways are protected with single panel way covers and it features a dual-supported tool change arm. This minimizes downtime and directly impacts the Availability portion of OEE. In addition, Performance is improved by the high- torque and high-speed spindles as well as the Inertia Adaptive Control that optimizes acceleration of the B-axis to reduce cycle time. Another benefit of using a high-quality machine like the Makino a51nx, is that it is more accurate and produces less scrap. This reduction of waste has a positive effect on the Quality aspect of OEE.
Additional a51nx design features that can also improve the OEE rating are:
- Thermal control with core cooling of the ball screws and ball screw bearing brackets matched to bed casting temperature
- Larger 55mm roller-type linear guides
- Robust spindle delivering high torque and power with direct inject air/oil lubrication and jacket cooling of bearing and motor
- Rigid one-piece bed casting with 3-point support
- Step column redirects cutting forces back into bed casting
Minimizing Unplanned Downtime to Improve OEE
The Availability of machines is dependent on them not going down and being out of production. However, every electromechanical machine will eventually need maintenance. Unplanned maintenance is more disruptive and costlier than planned maintenance. To combat this, Makino has developed a game-changing predictive technology specifically designed to reduce unplanned downtime. offers a tailored, high-value sensor package paired with Makino's proprietary machine learning software, to monitor key machine functional areas that are critical to the health of the machine.
Not only is the equipment important when striving toward World Class OEE, but the organization and infrastructure supporting it are also critical. Many companies do not have full maintenance staffs and solely depend on the machine tool OEM to provide resources for keeping their equipment running. It's essential to choose an OEM with extensive support, as it can be vital to keeping your operations up and running.
It's why Makino offers 24/7 phone support as well as customer support life cycle services such as preventative maintenance programs, calibration and diagnostic services, machine performance audits, and machine refurbishment.
Makino also offers stellar support to their customers with programs such as:
- 24/7 service parts availability with online store and ability to ship anytime
- Spindle remanufacturing makes it possible to deliver in less than 24 hours on down machines 99.5% of the time
- Regional warehouses with service parts close to customer factories
- Production support with onsite technicians to manage maintenance and service
- MyMakino.com customer portal provides information and access to specific customer needs
- Training classes and instructors available at Makino or onsite
Essential Factors for Improving OEE
In summary, OEE is a measurement that indicates progress implementing TPM and Lean Manufacturing principals. The exact OEE score is not as important as continued, consistent measurement with directionally positive trends over time.
Partnering with a machine tool provider that offers hardware, software, and support infrastructure is a key component to making your equipment effective. Understanding the factors that can negatively impact OEE will help you lay out an actionable plan for perpetual improvement and put you on a path to greater efficiency and profitability.
For more information on Makino or any of the topics discussed in this article, click these links: